全國免費咨詢熱線
13652478534
免費咨詢熱線
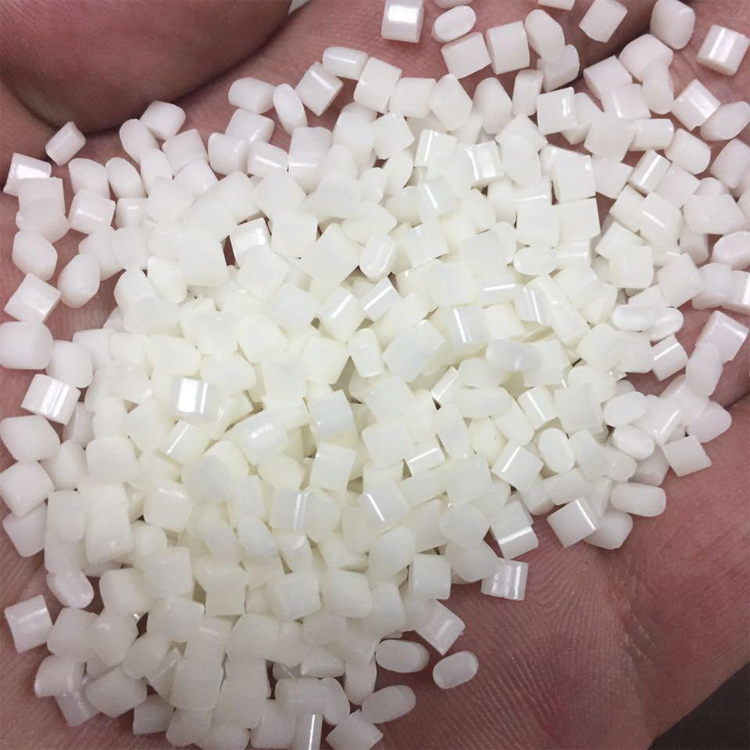
13652478534電鍍級 PC/ABS 的沖擊強度需達到一定標準,通常要求缺口沖擊強度≥50kJ/㎡ 。較高的沖擊強度能夠保證材料在電鍍加工過程中,以及后續使用過程中,不會因外力沖擊而發生破裂或損壞,從而維持鍍層的完整性。例如,在汽車內飾件的電鍍應用中,若材料沖擊強度不足,車輛行駛過程中的震動、顛簸等外力作用,可能導致部件表面出現裂紋,進而影響鍍層質量,引發鍍層剝落等問題。
拉伸強度也是重要的機械性能指標之一,一般拉伸強度需≥45MPa。合適的拉伸強度可以確保材料在電鍍過程中保持形狀穩定,避免因拉伸變形導致鍍層厚度不均、表面不平整等問題。當材料用于制造精密的電子外殼電鍍件時,若拉伸強度不達標,在成型或后續處理過程中,外殼尺寸可能發生變化,影響產品的裝配精度和外觀質量。
PC/ABS 合金中 PC 的含量對電鍍效果影響顯著,通常 PC 含量需控制在 60% - 70% 。PC 具有良好的化學活性,在電鍍前處理的粗化過程中,鉻酸等粗化液能夠與 PC 分子鏈上的苯環發生氧化反應,形成大量微小的凹坑,這些凹坑為后續鍍層的附著提供了機械咬合點。如果 PC 含量過低,粗化效果不佳,鍍層與基材之間的結合力較弱,容易出現鍍層脫落現象;而 PC 含量過高,則可能影響材料的加工性能和綜合機械性能。
電鍍級 PC/ABS 需要具備良好的耐化學腐蝕性,能夠承受電鍍過程中各種化學試劑的侵蝕。在電鍍前處理階段,材料要耐受堿性脫脂液、酸性粗化液的腐蝕作用而不發生嚴重的化學變化;在電鍍過程中,也要對電鍍液中的金屬鹽、添加劑等成分具有化學穩定性。例如,若材料耐化學腐蝕性差,在粗化過程中過度溶解,會破壞材料表面的微觀結構,影響鍍層的均勻性和結合力。

理想的表面粗糙度 Ra 值應控制在 0.3 - 0.8μm 之間。適當的表面粗糙度能夠增加基材與鍍層之間的接觸面積,提高鍍層的附著力。表面過于光滑,鍍層與基材之間主要依靠分子間作用力結合,結合力較弱;表面過于粗糙,則可能導致鍍層表面不平整,影響外觀質量和鍍層的防護性能。在實際生產中,通過注塑工藝參數的調整,如模具溫度、注射壓力等,可以控制材料的表面粗糙度。
材料表面必須保持高度潔凈,不能有油污、脫模劑殘留、灰塵等雜質。油污和脫模劑會阻礙粗化液與基材表面的充分接觸,導致粗化不均勻,影響鍍層附著力;灰塵等顆粒雜質則會在鍍層表面形成凸起或凹坑,降低鍍層的平整度和美觀度。因此,在電鍍前需要采用合適的清洗工藝,如超聲波清洗、化學脫脂等,確保材料表面潔凈。
電鍍級 PC/ABS 的熱變形溫度一般需≥100℃。在電鍍過程中,特別是在高溫烘烤固化等環節,材料需要具備足夠的耐熱性,以防止發生變形。若熱變形溫度過低,在電鍍過程中材料可能因受熱而翹曲、變形,導致鍍層出現裂紋、剝落等問題,影響產品質量和合格率。例如,在制造汽車外部裝飾件的電鍍過程中,較高的熱變形溫度能夠保證部件在高溫環境下保持形狀穩定,確保鍍層質量。
材料應具有良好的熱穩定性,在電鍍過程中的溫度變化范圍內,化學結構和物理性能不會發生明顯變化。熱穩定性差的材料在受熱時可能發生降解、氧化等反應,導致材料性能下降,影響鍍層與基材的結合力和鍍層的防護性能。
上述指標對電鍍級 PC/ABS 的鍍層質量至關重要。若你還想了解這些指標的檢測方法,或是不同電鍍工藝對指標的特殊要求,歡迎隨時告訴偉才塑膠。

版權所有?東莞市偉才塑膠原料有限公司.保留一切權利. 備案號:粵ICP備2021046921號